
力量体育
Home-
关于盛仕达
about us -
产品中心
products -
力量体育:销售与服务
sale&service -
力量体育 资讯
News Center 联系力量体育
Contact Us服务管理了解電話
158-7483-8202



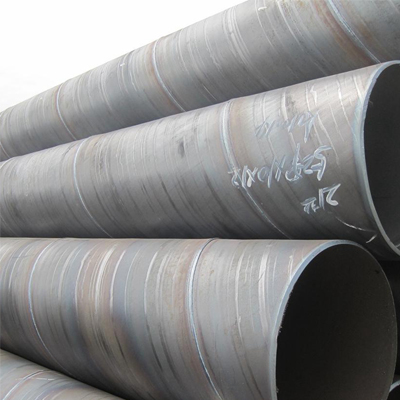


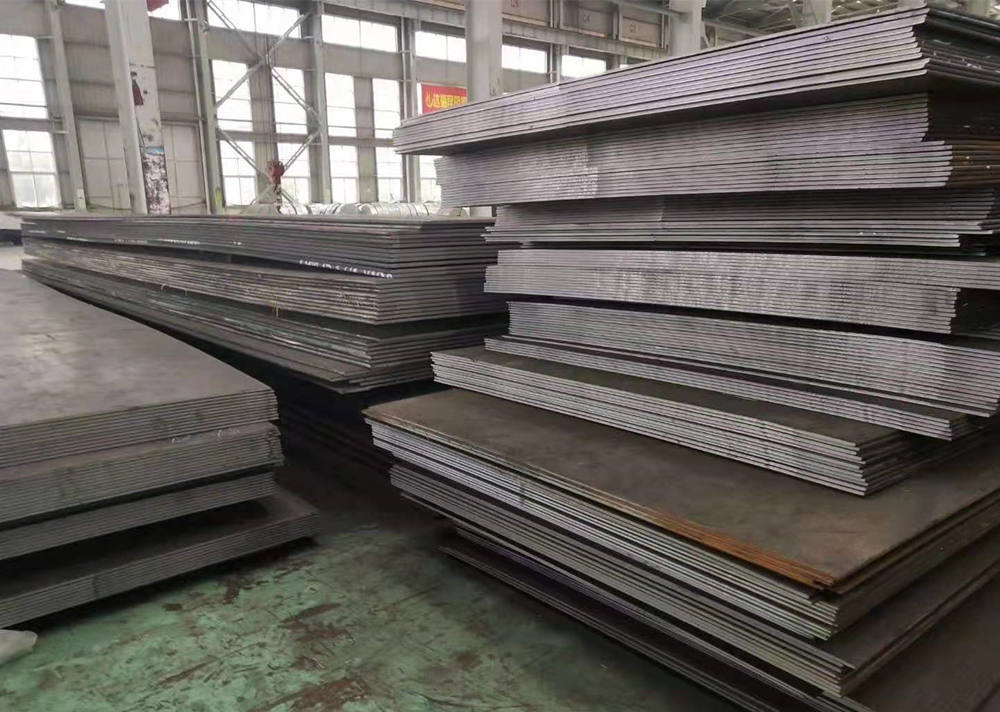
| 车辆板材:Q235B | 长 度:1两米 |
| 价格多少院校:元/吨 | 面上处理:无 |
| 运行标淮:SY/T5037-2008 | 用途职业:杭州自来水过程中/化工行业/物理化学行业/电能行业/农产品加工浇地/大都市网站建设 |



螺旋钢管堆放原则要求:
1、锥型型钢堆码的规则需求是在码垛牢固性、为了保证可靠的前题下,完成按新平种、外形尺寸码垛,各种新平种的的原材料要各码垛,放到搅浑和彼此侵袭;
2、禁在转鼓铁管垛位周圈贮存对钢有破坏的功效的危险物品;
3、双螺旋无缝管垛底应垫高、经久耐用、光滑整洁,避免素材起霉或磨损;
4、完全相同的原材料按入仓同一时间分别是堆码;
5、在室外堆放了的锥齿轮减速机管材槽钢,现在要有木垫或条石,垛面感有偏斜,以便排水性,并不注意材料放置横截面,必免形成弯曲成变弯;
6、螺旋运动镀锌管堆垛非常,人工服务功夫的不低于1.2m,机诫功夫的不低于1.5m,垛宽不低于2.5m;
7、垛与垛直接应余出一些 的过道,查检道基本上为0.5m,出入库过道视相关材料程度和装运自动化而定,基本上为1.5~2.0m;
8、楼顶花园堆置矩形管和扁铁应俯放,即口朝下,工型钢应立放,合金钢的I槽面不可以朝上,防止肾积水锈蚀的;
9、垛底垫高,若货仓为向阳光的混凝土浆地坪,垫高0.1m就能;若为泥地,🎐须垫高0.2~0.5m。若为在室外用地,混凝土浆地坪垫高0.3~0.5m,沙泥面垫高0.5~0.7m。
螺旋钢管储存技巧:
 扫描拍照加关注微信营销大家号
瞩目微信微信媒体号
扫描拍照加关注微信营销大家号
瞩目微信微信媒体号 单位情况
单位情况 的品牌价值观产业
的品牌价值观产业 重点优势可言
重点优势可言 壮大要求
壮大要求 董事会成员长致词
董事会成员长致词 之星的团队
之星的团队









 首先
首先 电話
电話 链接
链接