力量体育
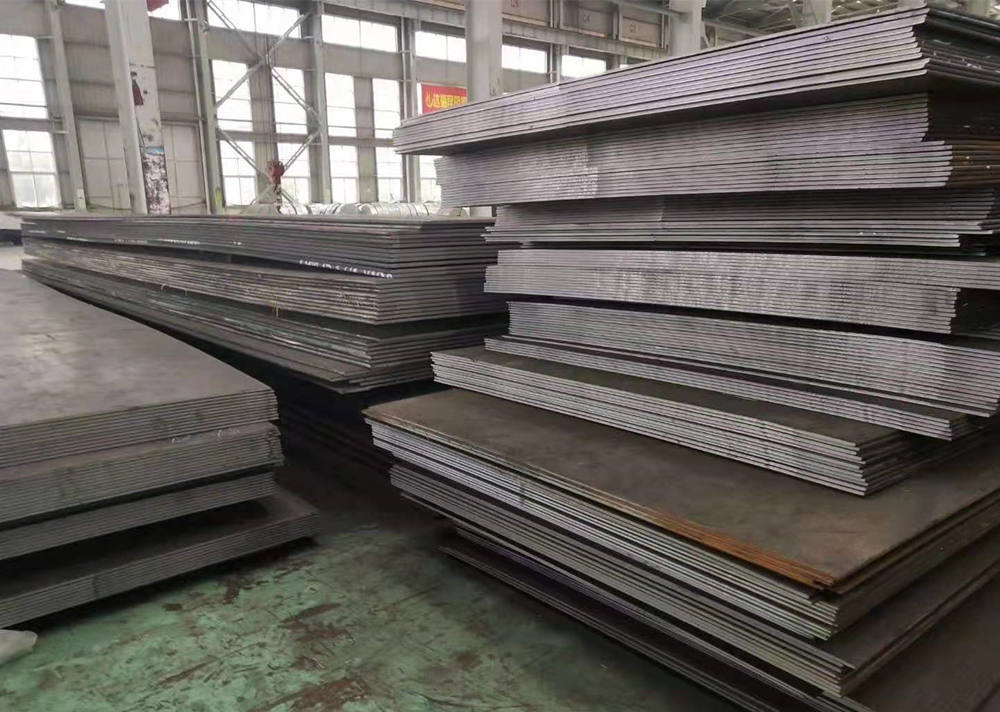
大口径螺旋钢管厂家生产工艺
推送日期英文:2019-06-11阅览的次数:820
是以热轧卷板为原料料,三天两头温挤压浇注浇注,以自动的双丝俩面埋弧施工工艺对焊而成的转鼓缝铁管.原料料即热轧卷,电焊条,焊剂。在投进前会要经过认真的物理检检。冷轧钢板头尾挂接,用单丝或双丝埋孤对焊,在折成保温钢管后用一键埋孤焊补焊。真空生产前,冷轧钢板经途矫平、剪边、刨边,外壁快速清理运送带和予弯边治疗。用电接头经济压差表管控运送带机二边压下油缸的经济水压,确保安全生产了冷轧钢板的能保持稳定运送带。用外控或内控辊式真空生产。用对接焊口空隙管控器来以确保对接焊口空隙做到对焊让,通径,错边量和对接焊口空隙都获取要从严的管控。
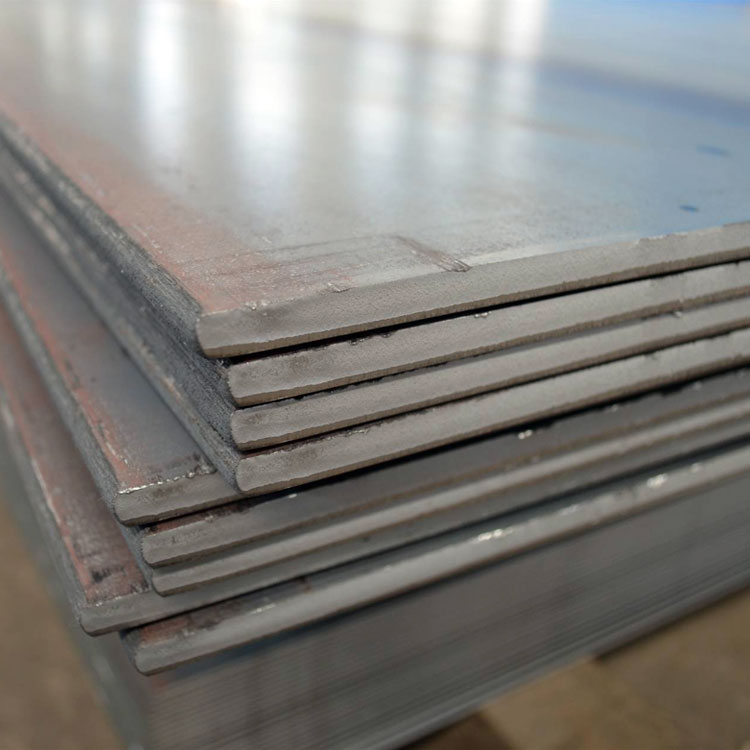
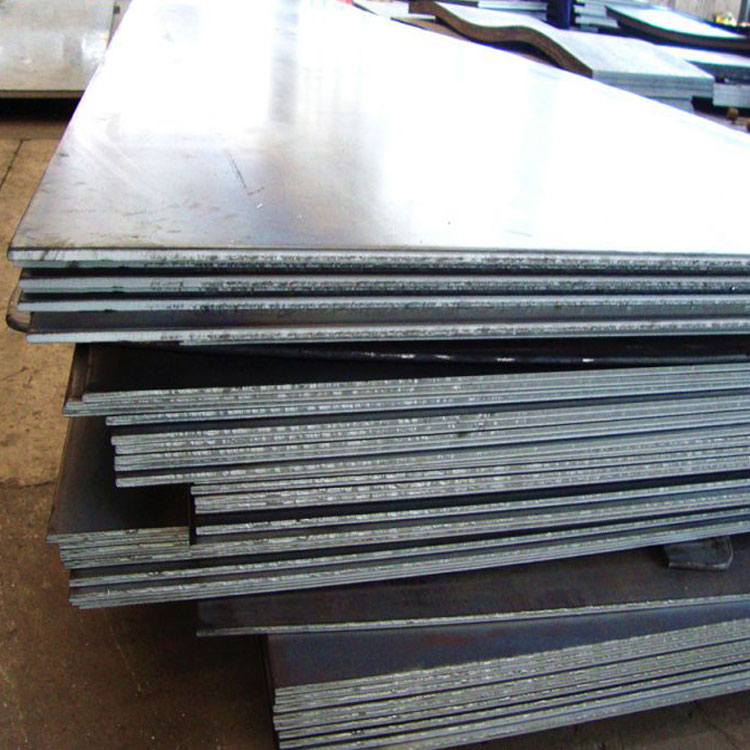
内焊和外焊均适用美林肯电气焊机开始单丝或双丝埋孤焊接方法,关键在于荣获安稳的焊接方法规范化。焊完的管道焊接均经再线累计高周波波自动化化伤仪检修,提高了100%的锥形管道焊接的无损音乐格式全面检查遍布率。若有问题,自动化化报警功能并粉末喷涂标注,制造工友依此立刻调控新工艺性,实时消去问题。适用暖空气等阴离子切工机将无缝镀锌型钢截成单根。截成单根无缝镀锌型钢后,每批无缝镀锌型钢都是要开始苛刻的首检制度管理,检修管道焊接的运动学性,催化化学成分,溶合条件,无缝镀锌型钢的表面質量同时经无损音乐格式探伤检则,提高认识制管新工艺通过率后,才正式的资金投入制造。
焊接缝上长累计超声频率探伤标出的脏器,通过手動超声心动图波频率和X放电子束复查工作,如或有问题,通过修理后,其次通过无损格式抽样捡查,到核定问题以经削除。冷轧带钢对焊焊接缝及与旋螺焊接缝交叉的丁型管接头的所属管,所有的通过X放电子束电视节目或拍影片捡查。每根管材通过静水流量做实验的时候,学习压力进行径向密封垫。



 扫描仪注意徵信政府公众微信号
扫描仪注意徵信政府公众微信号
 公司企业概貌
公司企业概貌 中小企业学历
中小企业学历 核心区优质
核心区优质 提升目标值
提升目标值 董监事长领导讲话稿
董监事长领导讲话稿 精锐技术团队
精锐技术团队










 主页模板
主页模板 点话
点话 关系
关系